Lotus Engineering has recently completed an exciting new project which pushed the boundaries of materials, joining and manufacturing technologies, resulting in a prototype lightweight titanium rear subframe for the Lotus Exige S.



The adhesively bonded titanium frame is 36% (18 kg) lighter than the current high strength steel assembly. The mass reduction has been achieved whilst increasing first torsion mode by 19%, with comparable torsional stiffness, point stiffness and crash performance. This is a major achievement given the subframes’ tight package and the fact the Exige S is already a lightweight sports car.
The six month collaborative project between Lotus and its partners Caged Laser Engineering and S&D Speciality Metals was funded by the Niche Vehicle Network (NVN). The objective of the project was to design and develop a rear subframe for the Lotus Exige S with a 30% mass reduction whilst attaining the same structural performance as the current steel frame.
Key to the success of the project was the assessment and selection of a suitable structural adhesive and associated pre-treatment to achieve strong and durable bonded titanium joints. This included testing and evaluation of the laser ablation pre-treatment process.
Titanium is a lightweight metal which is as strong as steel, but with almost half the weight. It’s also highly resistant to corrosion due to the formation of a passive oxide layer which protects the metal and requires no further corrosion protection.
Titanium is also a poor conductor of heat, which can be advantageous if a structure is required to minimise the transfer of heat, such as a subframe surrounded by an engine and exhaust system. These factors make titanium an attractive material for certain lightweight automotive parts, especially in combination with structural adhesives which are known to improve joint and overall assembly stiffness.
Project Activity Summary
The research project incorporated five main phases of work. The first phase focused on the testing and selection of a suitable adhesive and associated pre-treatment, in order to enable prototype frame build. The second phase covered the design and computer aided engineering (CAE) simulation of the frame, which included two iterative loops.
During this phase, package information was supplied to Caged Laser who led the design process with support from Lotus who conducted CAE analysis. The third phase of work involved the manufacture of a number of prototype frames to be used for various purposes including a frame destined for vehicle assessment.
Next, free modal testing was carried out on a fully assembled frame. In addition, a number of full sized test samples were produced to represent the titanium and steel (baseline) frame suspension pick up points. These samples were tested to failure using cyclic loading. The final phase is to assemble a titanium frame into a Lotus Exige S for assessment.
Overview of Exige S Rear Subframe
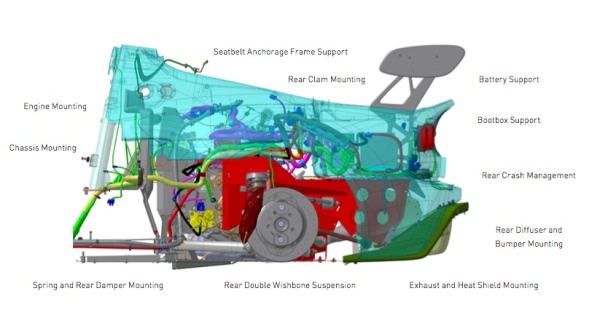
The rear subframe for the mid-engined Exige S is a highly loaded structural assembly which holds the 3.5 litre supercharged V6 engine. The current frame is a welded structure manufactured from high strength low alloy (HSLA) steel, which is then zinc hot dip galvanised to provide excellent corrosion protection. The frame is also designed to manage rear crash loads.
Joining Test Programme
Key to the success of the project was the joining test programme, required to assess and select the optimum adhesive and associated pre-treatment. Three separate adhesives were tested in combination with several surface pre-treatments.
The primary pre-treatment process for assessment was ablation, which is a method for the removal of material from the surface of an object by vaporisation, chipping, or other erosive processes. Ablation was carried out using an industrial laser, which imparted topographical changes to the surface of the titanium and provided a consistent contaminate free surface on which to bond.
Testing carried out by the aerospace industry has shown some promising results in terms of bond strength and durability performance for laser ablated pre-treated samples.
The joining programme was split into three separate phases and involved several tests including lap shear, sea water acetic acid (SWAAT), elevated temperature and dynamic testing.
Joining Test Results
Target benchmark performance was assessed against a high strength aluminium sheet material, bonded using structural adhesive with an anodised pre-treatment supplied by Lotus Lightweight Structures.
-

- Adhesively bonded titanium average failure results post 1,000 hours SWAAT

-

- Adhesively bonded titanium average stress results at ambient temperature

It is clear from the tests carried out that adhesive A performed well versus the benchmark in terms of load to failure across all pre-treatments. Adhesive B however, showed consistently lower results and in most cases adhesive failure. Adhesive C also performed well versus the benchmark. Both adhesives A and C showed cohesive failure, which accounted for the high failure loads and showed at a relatively early stage in the project that it was possible to produce a structural adhesive joint for titanium. Adhesives A and C were therefore carried forward into the next phase for further testing.
The second phase of the joining programme included the lap shear testing of bonded titanium samples after SWAAT testing, which is an extremely aggressive cyclic corrosion test used to assess bond durability. SWAAT testing of bonded joints was carried out for 1,000 hours, after which the lap shear samples were tested and compared against samples from phase 1 to indicate any potential drop off in performance. From the results it is clear that adhesive A performed well across all pre-treatments and showed a relatively small reduction in load to failure post SWAAT. Adhesive C however, gave a reduction in performance post SWAAT for three out of the four pre-treatments tested.
On further investigation it was clear that certain laser ablated samples from the batch used for SWAAT testing showed relatively minor levels of distortion or curvature due to heat input from the ablation process. Consequently, adhesive C was unable to fully wet the surfaces leading to lower than expected failure loads, which showed that joint performance of this particular adhesive is critically dependant on minimisation of the bond gap.
Phase 2 of the joining programme also incorporated elevated temperature testing of the adhesives to determine the influence of temperature on joint performance. Temperature measurement of the existing steel subframe was carried out early in the project and was found that local areas of the structure reached temperatures of above 200 °C after extended track use, adjacent to the exhaust at its closest point to the surface of the subframe. The majority of the frame however was found to operate below 70 °C. This data was fed into the design loops in order to manage and reduce the service temperature of the titanium structure.
Elevated temperature testing of adhesives A and C showed a decline in performance with a sharper reduction in failure loads above 100 °C. This supported previous elevated temperature testing carried out by Lotus.
The objective of Phase 3 of the joining test programme was to assess titanium adhesive joint performance with dynamic lap shear and T-peel tests, using a Lotus designed drop rig. Results from the testing were used principally for CAE analysis in order to achieve accurate analysis for rear crash simulation. A high-speed camera was also utilised to record the failure event for subsequent evaluation.
On completion of the joining test programme, adhesive A was selected in combination with laser ablation pre-treatment for the joining system used to manufacture the prototype frames. Results from the tests carried out showed that titanium could be joined using structural adhesive with comparable failure loads, versus the target baseline, characterised by cohesive failure of the adhesive. In addition, the tests showed that bonded titanium joints with adhesive A could survive the aggressive cyclic corrosion SWAAT test, with relatively small reductions in load to failure which proved that durable joints could also be produced with the proposed joining system.
Subframe Design
Caged Laser and Lotus were extremely focussed on designing the frame to minimise mass whilst achieving the same level of performance as the steel benchmark assembly. Regular design reviews were held and the mass of the frame was tracked on a daily basis. If mass was added in a certain area of the frame to meet a stiffness target for example, then the same or ideally more mass was removed elsewhere. This approach ensured that titanium frame weight was minimised throughout the design phase and kept on target during the project.

The primary joining process for the titanium assembly was the use of structural adhesive. However, mechanical fixings were also used in combination with the adhesive to ensure the bond flanges maintained contact during the adhesive cure cycle. In addition, fixings were used to fixture the assembly and to minimise the need for investment in assembly jigs. Mechanical fixings were also added to prevent adhesive peel in the event of a rear impact, which made a significant improvement to the crash performance of the frame based on CAE analysis.
In order to manage the elevated service temperatures of the titanium frame, additional clearance to the exhaust was added by enlarging the opening in the frame through which the exhaust is routed. This strategy was carried out in combination with the design of a lightweight aluminium heat shield to protect the most vulnerable joints from excessive temperatures. The heat shield was designed with an air gap on both sides to maximise its effectiveness.
Where possible, in conjunction with CAE, lightening holes were added to the frame to further reduce mass and offset the addition of flanges required for adhesive bonding.
CAE Analysis
Finite element analysis (FEA) was carried out throughout the design process. Analysis covered structural normal modes, full vehicle torsional stiffness, point stiffness, proof load evaluation and rear crash protection.
At the preliminary stage of the programme, optimisation techniques were used to determine the required panel thickness of the titanium subframe to achieve comparable modal performance versus the current steel frame. Subsequently, FEA was used extensively to assess and maintain the structural performance of the titanium frame whilst reducing mass.
Data generated during the adhesive test programme was used to improve the material modelling of the adhesive for dynamic impact analysis.
Subframe Prototype Manufacture
The prototype frames were manufactured at Caged Laser Engineering’s facilities in Somerset. Caged Laser and Lotus focused on ensuring the frame was designed for manufacture, especially with respect to assembly of the bonded joints.
The individual titanium blanks were cut to size and pre-treated by the laser. Subsequently, the blanks were folded to shape using standard tooling for minimal investment. Adhesive was applied to all matching faces, and structural rivets were added to pre-cut holes produced by the laser to locate each individual part.
Only a single low cost fixture was required to brace the final assembly during the adhesive cure cycle, in order to prevent distortion of the subframe in the oven. Subframe Prototype Testing Several test samples were designed and manufactured to accurately represent the wishbone mounting hard points of the titanium bonded and current steel subframe.
Both the titanium and steel samples were subjected to cyclic load rig testing at Lotus. In addition, a free modal test was conducted on a finished frame to determine torsion frequency and compared against the CAE analysis results.
Project Outcome
The final weight of the titanium frame is 32 kg, which equates to an 36% reduction versus the current steel frame, exceeding the original project target of 30% .

Titanium subframe being fitted to an Exige for testing
In addition, the titanium bonded frame showed comparable torsional stiffness for full body, with a 19% increase in first torsion mode, as the adhesive joints improved load bearing capacity, compared to the steel spot welded frame.
This factor also accounted for improvements in peak stress levels for various load cases. Rear crash analysis showed that buckling behaviour was comparable to the steel benchmark, with no leakage of the fuel tank after rear impact. At the time of print, the titanium subframe is now assembled into an Exige S development car and will undergo assessment over the next few weeks.
The six month project has shown how integration of lightweight materials and state of the art joining technologies can significantly reduce the mass of an already lightweight sports car.
Lotus will continue in its pursuit of reducing vehicle weight by research and development of new materials and process technologies. This approach will ensure Lotus cars remain the lightest in their class.
Writer: John Sellors | Exec. Engineer for Materials and Manufacturing, Lotus Engineering

Discussion
Comments are closed.